
 解决方案 >
解决方案 >
第二部分输送带的保养和维护
解决方案 >
解决方案 >
第二部分输送带的保养和维护

 解决方案 >
解决方案 >
第二部分输送带的保养和维护
解决方案 >
解决方案 >
第二部分输送带的保养和维护
2021-03-31

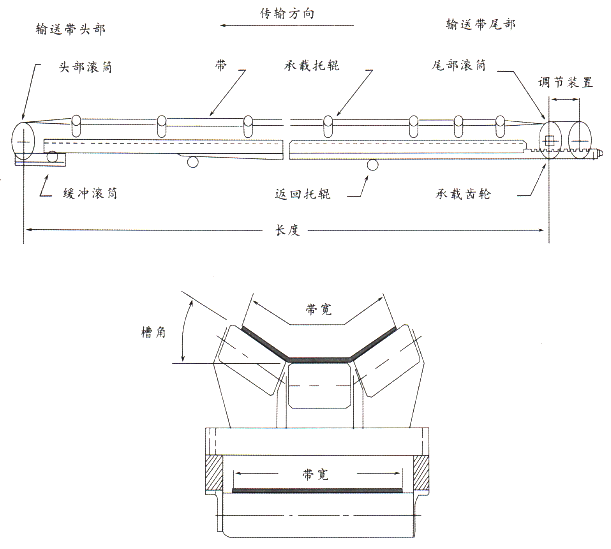
(一)输送机各部件的名称
带式输送机的各个部件如下图,这些部件如能经常保持正常状态,就能延长输送带的使用寿命。
但是实际生产中,这些部件未必都能经常保持完好,因此经常引起输送带过早地损坏,但人们却往往误认为这是由于输送带本身质量不好造成的。
(二)输送带的定期检查和保养
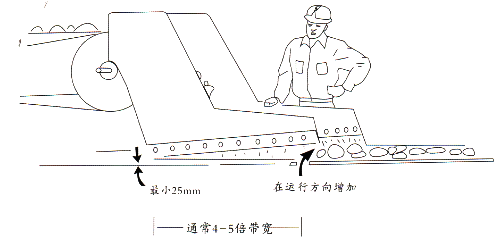
如能按下述方法要求定期检查与保养,运行中的输送带提供长久的使用寿命。a)承载点:承载点是输送带易损坏的部位,带速以及对输送带运行有关的物料块度,冲击力和承载运行的方向都是应注意的重要因素。装料斜槽接收端的宽度应足够大。
在输送带运行方冋成夹角点上装载物料只会加剧胶带表面的磨损,物料在对胶带的冲击,偏离中心的加料,会使胶带沿着旋转的托辊向另一边上爬而跑偏,导致胶带边缘损坏。如下图:
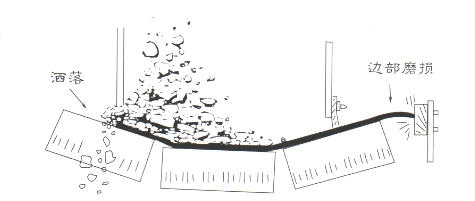
对比重大,棱角尖锐的物料,在快速运行的胶带上缓慢移动,也会划破和磨损带面,减少这种磨损的一般方法是,先把粉状物料放入胶带,接着再装入大块物料,这样粉状物料就起着缓冲垫的作用,从而保护了胶带。
在进料溜槽处设置一定间距的筛条,细碎物料通过筛条的缝隙先落到胶带上形成个垫层,大块物料经过筛条降速后,缓慢地落到垫层上,这样就减少了物料对胶带的冲击。如下图:
以上办法对装载点缓冲托辊和机架来说起到了辅助缓冲作用。因此,必须经常对这些装置进行维护以保持筛条完好整齐。
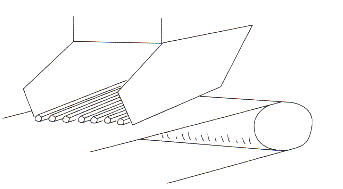
导料槽亦是胶带表面磨损原因,它越是靠近胶带磨损就越厉害。无论有无物料,导料槽都不能与胶带接触,在胶带进行方向上,全部导料槽底部边缘与胶带间应有定的间隙,能容得下细碎的物料,从而使胶带运行阻力小些。通常在导料槽下部边缘装上橡胶材料作成的挡边,这样可限制和减少粉状物料在导料槽下部边缘溢岀,当橡胶挡边用坏时,应及时更换。如下图:
在装载点,装置的固定部分与胶带表面不应出现接触,也不容许物料在溜槽或导 料槽内卡住。
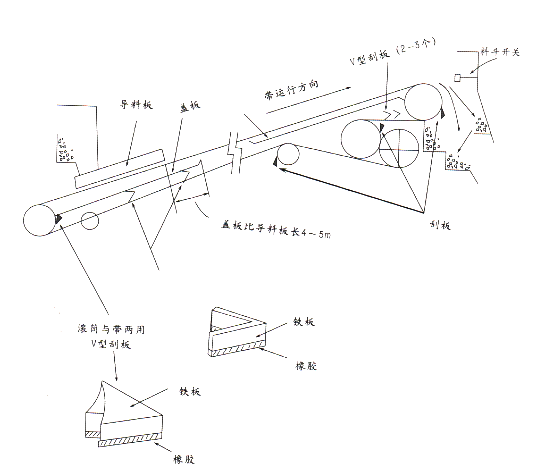
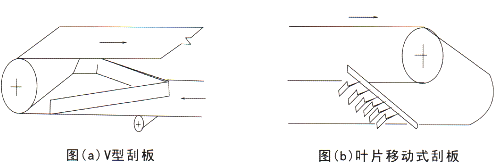
(B)清洁:必须实行特别的保护以保持所有辊筒和托辊的表面清洁,在设备上如 有物料堆积及油污、油垢等都会对运行和带子本身具有破坏性影响。保持返回辊筒和 缓冲辊筒清洁要求带子进入返回运行时是清洁的。
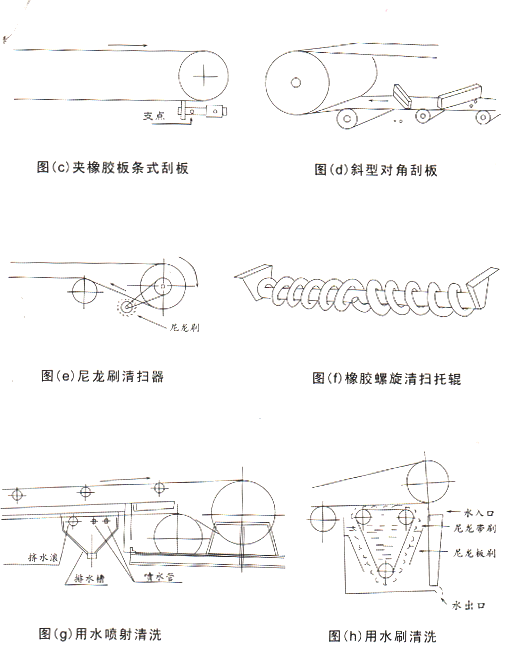
输送带清洁装置一般多使用刮板式、旋转刷式、螺旋滚式及水清洗式等。它们是 输送机装备附件中重要的附件之一。这些装置可以避免许多发生于输送带上而不应 有的事故。清洁装置安装方法适宜,维护管理得当就会百分之百地发挥作用。相反, 就会损伤输送带。因此应充分注意,经常检查,保持完善,各种清洁装置。
如图(a—h):
(C)辊筒:所有辊筒都应该转动灵活。辊简直径选择不当,对带子使用寿命有不 良影响f如果辊筒上有许多附着物,就会导致输送带跑偏,盖胶异常磨损和带芯局部 疲劳甚至破裂。因此应经常检查及时清除。
驱动辊筒包胶护套是为了改进磨擦系数降低侧张力,减少湿条件下引起的打滑, 防止物料堆积。胶套开槽改进套上和带子上的清洁作用,延长辊筒寿命。当辊筒外包 胶套异常磨损时,应尽快更换。
(D)上、下托辊:应严格遵守托辊的管理及涂黄油的规定。这样做可以保护输送 带,减少施加于输送带的张力。检查托辊时,应清除附在托辊表面上的异物,特别是 注意下托辊,附着物有时会导致输送带跑偏,造成带边损伤。同样损坏了的和不转动 的托辊会导致带子的局部磨损及跑偏。因此,损坏了的和经修理不转动的托辊,就必 须及时更换新托辊。
注:油不能过量,一旦过量,漏到输送带上的黄油和润滑油就会使不耐油的橡胶 变软膨胀脱层剥落。
上托辊的位置不同及倾斜弯曲部位(曲率半径)设置不当,会使带子产生异常屈挠 疲劳,从而使带子背面磨损及纵裂,引起皱纹◊托辊隆起时,往往会使带子在运行中 浮动而洒落被运物料,导致带子损伤,所以必须及时校正。如能进行定期检查管理, 可以防止事故发生,这样不仅能合理使用输送带,也同时减少托辊的消耗,降低能 耗,降低成本。
(E)张紧装置:检查张紧装置能否动作,行程大小,导向架滑动状况是否良好, 定期向导向架注油。行程不足,会导致张紧装置完全降落。检查张紧力大小是否合 适,张力过大,加快输送带疲劳,从而增大输送带的伸长率,导致不得不将输送 带剪短。张力过小.带子在驱动辊筒部位打滑,或増大带子在托辊间的屈挠,两样加 快带子磨损。因此,应及时校正平衡重位置和小距离。同时还应检查在张紧装置上 设置的防止物料落入的盖板,金属网或筒罩是否完善,发挥防护作用。
(F)输送带:定期检查输送带本身故障并及时处理,是防止发生意外事故和提高 带子使用寿命的重要措施,输送带的检查包括上下表面损伤,带边损伤,带芯骨架损 伤和接头,首先应检查的是接头部位,看是否有脱扣、开胶、分层、开口、位移、偏 斜等现象。发现的破损现象即使较小,也应在未扩大之前尽早的进行简单的部分修 补,当破损相当大时,应立即停车进行彻底修补,或者先进行紧急修补,再尽快的进 行大修,破损严重则必须更换。
(三)输送带在使用中出现的故障,原因及对策
(a)输送带在输送机某一部位单方向跑偏
Ⅰ.输送架弯曲所致。应挂线检查弯曲,调整直线度和水平度Ⅱ!.跑偏部位以前的几个托辊与输送带运行方向不垂直所致,需把输送带跑偏侧的托辊端向输送带运行方向倾斜
Ⅲ.托辊上有块状附着物所致。需搞好保养,并安装刮板及其它清扫装置。
Ⅳ,托辊转运不良所致。需搞好保养,加强润滑,若托辊螺栓松动,应拧紧V.尾部或头部托辊的中心偏,或者在带辊筒上有块状附着物。要调整带轮中心,安装刮板,去掉块状附着物
Ⅵ.投料装置不适合所致。需校正投料装置的位置。
(b)输送带的特定部位在机体全长范围上跑偏Ⅰ.输送带接头处直线度不足所致。应修理接头,改善接头附近带体直线度Ⅱ1.输送带本身直线度不足所致,输送带局部有轻微直线度不足现象时,一般是负
载运转数日适应后即能自行校正;少数情况下,需要修正或修理输送带;需要使用自动调中心辊,在靠近尾部辊筒返回一侧安装,以使物料在中央部位运载
(c)输送带全体跑偏
I.输送带机架弯曲所致,应检查调整输送机全长范围的直线度和水平度Ⅱ.物料装载位置不正所致,即物料块在输送带上左右不均,重量不平衡,应改进投料装置。
Ⅲl有时跑偏,有时不跑偏,这多半是由于从一侧刮来的风所影响的。应安装防风罩和自调中心辊。
Ⅳ.一侧托下降所致。应把左右托辊调到一个高度。
(d)输送带运行不平稳,即不固定跑偏。输送带太硬,以致使用初期成槽性不好导致
跑偏,一般是使用数日之后即能清除:若使用长时间仍有此现象,则应安装自动调中心
辊,不可调正时需要更换输送带。
(e)上盖胶出现划伤,撕裂,剥离,异常磨损等现象。
I.挡板的长度不足所致,应将挡板长度调整放长,直到输送带上的物料稳定为止
Ⅱ.挡板开度不足所致。挡板开度应该是输送带宽度的2/33/4,块状物料时应
窄一些。档板是对着运行方向呈扇形,并能调整开度大小Ⅲ.输送带和挡板间隔不合适。先把挡板的输送带运行方向一侧与输送带相接触,之后慢慢加大间隔到适当的位置,以堿少挡板对输送带的啃伤。
Ⅳ.挡板的材质不合适所致。挡板材质过硬,或者使用旧输送带而帆布露出,以
致直接与输送带接触,应更换成合适的橡胶挡板。
Ⅴ.投料方向不合适,即物料落下的方向与输送带运行方向不同,以致产生横向力,使输送带跑偏或受损伤。应调整投料方冋。
Ⅵ.物料的投料角度和落差不合适所致。应减少角度,使物料落在输送带上不弹跳。落差大而输送带受到很大冲击时,应加补铁板、铁棍、链条等,以減小投料时的
速度。
Ⅶ。物料的投放速度不对所致。由于物料的投放速度和输送带的速度调整得不好,物料落在输送带上的瞬间打滑,由此磨损上盖胶时,要调整投料速度,使之与输送带速度一致。
Ⅷ.返回辊不干净,不转动或没调整好,由此上盖胶全长发生异常磨损,应采用
如下方法:安装清扫器;清洗输送带;在返回辊上安装橡皮套;修理或更换返回辊。
(f)下盖胶严重磨损
Ⅰ.输送带在驱动辊筒上打滑所致,应检查张力是否正常,并适当加大张力。另外,为了防止打滑,在驱动辊筒上安装橡皮套或使用压紧辊筒来增大包角。
Ⅱ.成槽托辊过于倾斜所致,应加以调整使之与输送带方向成直角,误差不要超过2度。
Ⅲ.托辊转动不良所致。应搞好维修,加强润滑。Ⅳ托辊及辊筒表面状态不良所致。托辊和辊筒破损,有附着物,或者胶面带轮上的螺钉突岀时,要进行修理,还要安装清除附着物的挡板。
(g)输送带的边缘损伤
Ⅰ.输送带边胶在辊筒上或其附近打折或者弯曲所致。首先要检查输送带是否跑偏,并进行修理,加大机体横方向余量。
Ⅱ.头部辊筒前的第一成槽托辊离头部辊筒过近或过高所至,需要调整托辊位置
(h)输送带伸长过大。这是张力过大所引起的。
Ⅰ.不改变输送量而加大输送带速度;
Ⅱ.用同一速度,但减少输送量;
Ⅲ.使托辊转动良好,尽量减少输送带运行时的负荷;
Ⅳ.尽量减少张紧负荷;
V,用胶面辊筒或增加包角,以改善驱动效率,减少张力。
(i)输送带的带芯受损伤
Ⅰ.输送带受到物料块飞落冲击所致,应改进投料装置减少冲击,另外,可使用缓冲辊筒。
输送带与辊筒之间挤夹着物料,以致啃伤输送带,应在尾部辊筒附近回侧安 刮板;在托辊和返回辊之间插入铁盖板。
y III•输送带跑偏并挂在机体的某处所致,有时甚至会导致纵向撕裂,应采取前述 各项防止输送带跑偏措施。
IV.在投料部位挂有铁块所致,需除去铁块,并在这类故障发生较多处,使用金 属检验或磁力分离器装置。
(j) 下盖胶膨胀
托辊注油过多,或从机体其它部位滴落油和润滑脂所致,应搞好保养,减少润滑 油用量,并使油封完好。
(k) 接头断裂
I •接头卡子选错或固定不牢所致,应改用合适的卡子,定期检查接头部位,把 卡子固定好。
II.张力过大所致,应检查核对输送带张力,采取如前述的解决办法。
III.改用硫化接头。
(L)盖胶与布间有异物膨胀。这种现象可能的原因很多,应在膨胀部位扩展前迅速 进行修理。

微信公众号
视屏号