
 解决方案 >
解决方案 >
第三部分输送带的修理
解决方案 >
解决方案 >
第三部分输送带的修理

 解决方案 >
解决方案 >
第三部分输送带的修理
解决方案 >
解决方案 >
第三部分输送带的修理
2021-03-31

(一)修理的意义和范围
输送带是输送机的关键部件,由于使用条件恶劣、滥用、疏忽或意外事故原因造 成的胶带损坏更换胶带和停机损伤费用是惊人的。如能及时修理,可以控制破坏扩大, 减少停机损失,提高胶带使用寿命,其经济意义无疑也是巨大的。
一般输送带的损伤缺陷都是可以修理的,但需要正确估计其效果。当织物芯输送 带盖胶磨损接近极限,盖胶破损和撕裂每米7处,穿孔15到17个,横向撕裂(穿孔)达到 三分之一带宽,带的强度降低40%时必须把损坏区段割掉,重新接上。
随着胶带强力等级的提高,胶带价格显著提高。胶带的吃力部分是芯层,如果破 损胶带的芯体尚完好无损,则应考虑修理利用的可能性。特别是那些大量使用输送带 的工矿企业,建立一个适当的输送带修理工段、车间或是工厂是大有好处的。
(二)修理的基本方法
输送带的修理可分为计划停机修理和应急修理两种类型。计划停机修理可根据损 坏的大小数量、范围、在机上修理或卸下转至车间修理。应急修理多在机上进行,以 使出故障的输送机迅速重新进行,这主要是指接头断裂和纵向撕裂。
适当的修理工艺有机械的卡子连接,冷粘和热硫化。
1、机械连接
轻型、中型织物芯胶带纵横向撕裂修理采用II形卡子连接是合适的。如果使胶带 尽快重新投入使用比寿命方面的考虑更重要,机械修理正好有快速的优点。
2、冷粘和硫化修理
冷粘和硫化修理的操作方法是基本相同的,首先清理带子表面脏物,擦拭干净, 用粉笔画出修理部位,划出并切割成圆形、菱形或长方形、正方形斜口,以减少补垫 的脱层。剥离盖胶和损害的芯布层,直到未损坏的带芯层,并制作成阶梯式切口。然 后打磨形成比较平整的粗糙的加工表面,涂胶浆分层贴补修补材料,其要求与带的粘 合连接基本是一致的。冷粘与热硫化需要差不多同样的准备时间,但可省去硫化必需 的固化时间。如果胶带有许多小块破损而又不易接受处理时粘是可取的。但必须认识 到冷粘在大面积修理时,不能得到硫化那样的结合强度。冷粘修理需在空气温度高于 1 7摄氏度的干燥环境下进行,带水胶带或环境湿度过高对粘接质量有不良影响。
热硫化修理时,使用未硫化的盖胶、芯胶、胶布和胶浆,这些材料可利用硫化接 头的剩余品,或向有关工厂购置。检查剩余材料是否合格变质的简易方法是看这些材 料是否被汽油溶解,擦上汽油是否有粘性。热硫化修理用胶浆,可将芯胶,缓冲胶用 剪子剪碎放在容器中,加入汽油浸泡一定时间后搅拌均匀即可,胶与汽油之比约在 1 : 3 -4之间。冷粘修理材料主要有冷硫化胶浆,硫化的不同厚度的胶板和带芯 胶布(可从成品带上割取)。常用的冷硫化胶浆是氯丁胶型的,使用前要掺入列克那 (JQ1)胶液(参照冷粘接头说明)。
3、车间修理
一般来说,不论是机械卡接,还是冷粘与热硫化都可以在机上进行修理工作。然 而,大型胶带输送机系统的使用者会发现,要在输送机上进行全部胶带修理是不可 能、不实际的,因为预定的停机时间损失比更换损坏胶带的损失还大,则应更换损坏 段胶带,而将其转入工厂或车间修理与翻新。
修理车间的主要设备有:胶带清理装置、打磨机、破旧盖胶剥离要、切割机、平 面铣床、刨床、修理工作台,胶带导开及卷板装置、固定的与活动的硫化压力机等。
(三)织物芯输送带的修理
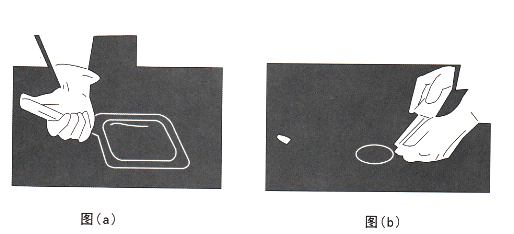
1、盖胶破损的修理
(1)根据盖胶破损状态可作圆形或菱形修补,沿破损轮廓四周至少15到20毫米,划 出切割修补线,如图a,b,以45度角斜切并剥去已损坏的盖胶,切割时注意不要损坏 下面的布层。
(2)准备修补胶片,大小与切割面吻合,厚度与原盖胶一致(如厚度不够可多层贴 合)四周边切成斜口(冷粘用已硫化的胶片,热修用未硫化胶片)。
(3)修补处及补片打毛,清除胶屑杂质,在修补处及补片上涂刷胶浆,冷粘至少涂 刷两遍,并充分干燥。
(4)贴合修补胶片并充分滚压牢实。周边存在的多余胶边用片刀轻轻片切平整。
(5)如热修补即可进行硫化,条件可参考硫化接头。
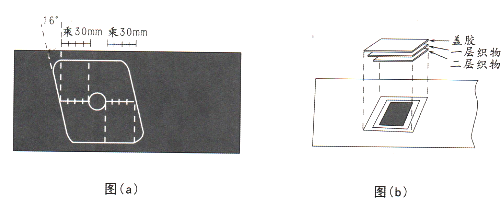
2、带芯织物层破损修理
检查破损面积大小,及布层损坏的层数,一般破口不超过带宽的20%。
标记划出修补部位尺寸,面积按布层数乘30毫米计算,如图a、b为四层破损 4X30=120 毫米。
分层切割剥离成阶梯式切口,然后打毛逐层刷浆贴补胶布和盖胶,压牢。
在胶带的返回面,四周至少大50毫米;划线打磨刷浆粘补盖胶,滚压牢实。
3、带的纵向撕裂及胶带宽度2 0 %以内的边缘撕裂修理
带的纵向撕裂,一般只需按带织物层的一半进行分段。按下述方法划出修补尺寸。
纵向方向:(需替换层数+ 1 ) x 5 0毫米
横向方向:(需替换层数+ 1 ) x 3 0毫米
计算的尺寸是从撕裂两端和撕裂的两边测定和标记,如图:
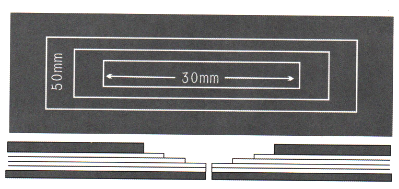
纵向和边缘撕裂的操作程序与带芯布层破损的修补方法基本是一致的,但边缘的 修补在边缘上应粘上垂直胶条。

微信公众号
视屏号