
 解决方案 >
解决方案 >
第一部分输送带的安装与试车
解决方案 >
解决方案 >
第一部分输送带的安装与试车

 解决方案 >
解决方案 >
第一部分输送带的安装与试车
解决方案 >
解决方案 >
第一部分输送带的安装与试车
2021-03-31

一)输送带的搬运
工厂的包装是用来在正常的情况下,在车船搬运过程中保护输送带,带子运到时要小心卸货,不可以从卡车上往下扔,野蛮搬运。
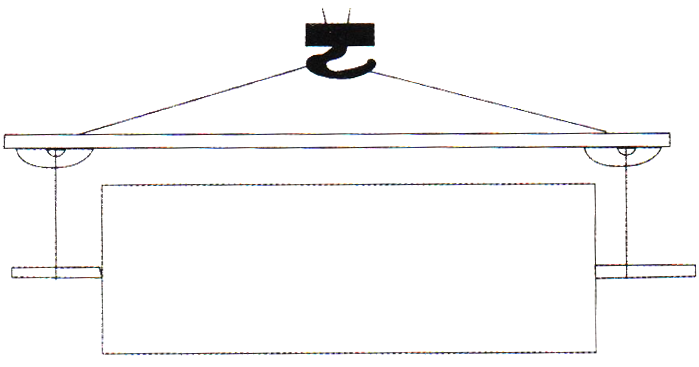
移动带子的方法是用吊车,起吊时用一根坚固的轴杠穿过带卷中心,然后用带有横梁的钢索吊具平稳起吊,避免钢索勒紧损坏输送带边缘,其形式如图:
卸车时应自由平稳下放触地,切勿一边倾斜落地,随意打开。
尽量不滚动带卷,如果必须的话,必须按带子卷取方向滚动,切勿反方向滚动引起带卷松散,甩套出筒,难以收拾,给下一步工作带来困难。
也可以把带卷平放在定位托板上,用叉车升降移动,但要确保叉车叉头不与带子本身接触,这样移动带子安全。
(二)输送带的贮存
有很多情况,如像大型工程建设或准备维修更换胶带时.输送带都有可能储存数月甚至数年,这就需要考虑一个良好的储存条件,以避免各种不利因素的影响
应在干燥、阴暗的地方储存胶带,理想的储存温度是10~C至20℃,应避免低于
5℃(特别是Pv带)。如果一定要在露天存放时,则应用防雨盖布或类似的覆盖物盖好输送带不宜受阳光直接照晒,不能存放在过湿的地方,也不能存放在使用油、汽油、油漆、酸和化学药品的地方,不能接触或靠近有臭氧的物体。
存放时垫上垫板,并塞上安全堵塞,以防意外滚动。不能竖放,因竖放可能造成歪斜,如长期储存,则应定期转动,以免内部压力连续作用于同一点上。
(三)安装前的准备
输送带在安装之前必须先做检查,确定输送带是否可以使用。同时对输送机必须做如下检查:
1、机架是否紧固、平、正、直。固定到机架上的部件是否“横平竖直”,如果歪斜”,必须校正,沿机架测量对角线,对角线要相等
2、全部辊筒和托辊,必须与输送带的传动方向成直角,并且彼此平行,转动自
如,没有损伤,油污和结垢物。
3、清洁度是带子良好运行的基本条件,辊筒和托辊上任何物料的堆积都易破坏辊筒和托辊的垂直性,外来物质会形成一个新辊筒和带轮面,造成带子偏心,产生经向张力差异,影响带子正确运行。
4、拆除刮板,橡胶裙边和加料斗,或者把这些东西移运一点,以免妨碍输送带的安装,裙边片、料斗和刮板上的橡胶需要经过检查。
5、丝杠张紧装置调整到短的中心距位置,重力张紧装置的输送机要检查其悬垂部和可移动部分的情况,必须保持辊筒与带子运行方向成直角,然后把重力张紧装置固定在高位置。
(四)输送带的安装
1、带卷到达安装地点后,穿上芯轴安放到轴架上以利于开卷及穿引到输送机上
2、穿引前定位带卷时应注意上、下盖胶表面的相对位置,如果底胶朝上需把带子牵引到返回托辊上导开。
3、某些场合,空间举架不允许使用带卷,要将带卷打开并折叠在一起时,要注意使所折带子弯度足够大,以免折伤或给带子造成不应有的变形,折叠时绝不可以在带子上放重物
4、用绳子和滑轮把输送带拉上输送机。如果是更换带,卸掉旧带与安装新带可同时进行。切断旧带时如水平输送机可在任意点进行,如果是倾斜输送机,则应注意切断点的选择,以防止因输送带自重而下滑。
5、用机械方法或其他方法将新带与旧带连接起来,并将旧带的另一端头安装在拖拉装置上(卡车、拖拉机、绞车),边开动机器边将旧带拖出,将新带拉进到输送机相应的位置上,保证胶带不致过度扭转和弯曲。
6、新输送机胶带的安装,胶带在输送机上的位置放正后,用牵引夹持器夹住胶带的一端,与绕托辊和辊筒的缆索连接在一起拖拉牵引胶带尽可能平稳的绕在输送机上。胶带边缘不得与机架碰挤,以免胶带折叠,在连接头和拉紧胶带之前尽可能平直地将胶带铺放在托辊和辊筒上。
7、胶带连接时,先要用夹具把胶带恰当的固定在输送机上,以免胶带受到不必要的伤害,用绞车或者类似设备将另一端头向这边拉紧,拉紧的程度应以胶带有足够的张紧行程,在两返回辊之间的胶带没有明显的下垂为准。
(五)输送带的试车
输送带在安装和接头结束后进行试车,在某种意义上试车是一个调正托辊、辊筒和装载条件的过程,以校正带子的不同心跑偏倾向。输送带运行的基本原则一定要记住:带子朝首先接触的辊筒/托辊那端移动。影响带子运行的因素是:
1、各种辊筒:从输送机辊筒的中高度可获得相对小的控制效应。中高度是在带子长跨距,无支撑时(大约3M)接近带轮有效。延长无支撑的跨距超过3米似乎并不增加辊筒中高度的效应,另一方面,如减少无支撑跨距长度,会减少带辊筒中高度的效应。
所有的辊筒都应该是水平的,与预定的带子路径中心轴成90度,而不能作为一种调试运行的手段变换,但也有例外,当其它调试手段提供的校正不足时可以变换缓冲辊筒轴线。
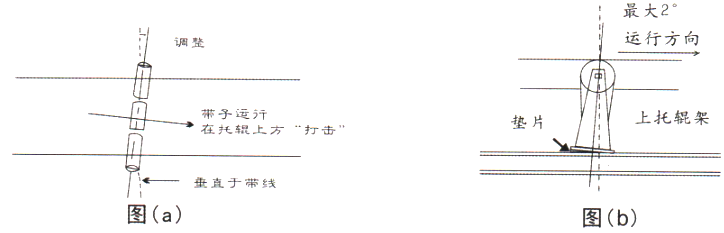
2、运载托辊:槽形托辊的行为像平行托辊一样,带子朝先接触的托辊端移动,另外槽形托辊施加一个很大的重力导向力。因为是槽形结构,带子的边缘支撑在弯处,重力施加到带子的高出部分,如果带子不在槽辊的中心,一边的重力会大于另一边,有助于带子在中心定位。用成槽托辊调正带子运行一般叫做“打击托辊”,在整条带子沿输送机某些部分朝一边跑时是有效的,如图(a)。以这种方式移动托辊应该在输送机麻烦区前面伸展一定长度,一般地,在大约4.5—7.5M区域具有大的调正效应,但是以增加带子和托辊之间滚动磨擦为代价,因此路径垂直,而只有小数量的托辊移动用作一种调整方式。如果利用移动托辊,带子被调整过度,应该向后移动同一托辊使带子复原,不要在其他方向移动更多的托辊。显然,这种托辊移动只是运行的一个方向有效,如带子回行,在另一个方向是不利定向的。用成槽托辊调整带子运行的另一种方式是,以带子的运行方向向前倾斜成槽托辊(不超过2度),产生一种自对中效应。方法是把托辊架后腿垫上垫片如图(b)。这种方法的优点是可以对托辊的两侧校正带子的运动,因而对调整不稳定的带子是实用的。
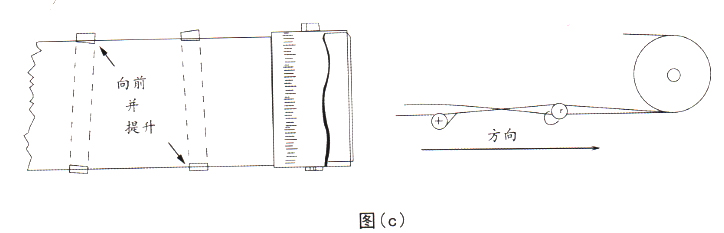
3、返回托辊:返回托辊是平的,在成斜槽辊的情况下不提供自对中作用。然而,移动它们的轴线打击),相对于带子的路径而言,返回辊可以用来在一个方向提供恒定的校正效应。
当带子接受尾辊时,稍微向前和抬高离尾辊近的返回辊的交替端会进一步的帮助带子定中心如图(c)。
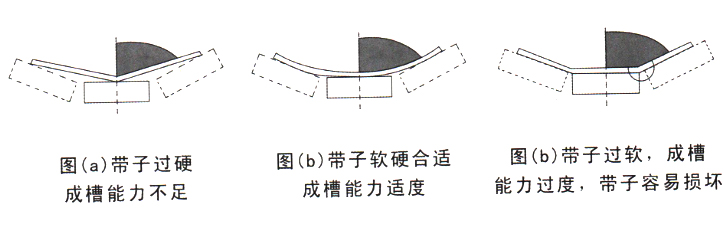
4、带子本身:一条新安装的带子,如果没有和承载托辊的中心有适中的接触,或者带子在长度方向存有弯度,带子的正确运行将会困难。因此,要执行成槽能力设计
来避免这个麻烦,选择合适的带子。成槽能力的适合性如图(a)(b)(c):
带子存在有弯度,是内部经向张力不平衡的表现,当水平放置时通常呈“月牙”或“香蕉”形,带子的弯度如果不大于0.5%,当正确张紧地,一般可以拉伸到正常。
5、输送带试车程序
1.试车前确认所有的辊筒,成槽托辊。返回托辊定中心很好。即水平安装且中心
在一条直线上。
Ⅱ.确认输送带的两面上所有工具等物已经清除。
Ⅲ.对胶带进行预张拉紧,使输送带保持适当的起始拉力
Ⅳ.先进行空运转试车,同时仔细调整,应该意识到,对胶带跑偏的校正不能用瞎碰的方法,要耐心地,井井有条地进行。
V.开始移动带子应该慢且间歇,以便可以迅速观察到带子跑偏的任何倾向,在发生损坏之前及时停止带子运行。
Ⅵ.当输送机是长中心安装时,应该每隔一段安排人员观察,并为他们提供有效的通讯方法,以便及时报告他们的观察情况,或及时停止带子运行。
Ⅶ.带子的初始运动将提供需要校正的类型和位置的指示,第一个要校正的位置必须是带子有损坏危险的地方,一旦带子所有危险点清除,即可进行一系列的调整操作。
Ⅷ.调试进行的顺序是首先调整返回侧朝向尾辊筒的运行,然后按带子运行方向调整上侧面(输送面)。可以采用以下步骤
1、在带子运行方向从托辊到托辊运动:
2、一次只移动一个托辊(移动相继的托辊或许引起过校正):
3、进行轻微调整而不是极度调整
4、在进行下一步调整之前至少要等待三个回转;
5、尽量不调整辊筒,辊筒应保持与带子运行垂直,只有在所有调整方法无效的情况下改变;
6、上侧面(输送面)的调偏工作应从尾部辊筒开始往头部调正,可以采用自动调正托辊防止胶带跑偏,通常,自动调正托辊效果好的位置在靠近辊筒且离辊筒10-15米
的地方。如果空带子在上部运行成槽容易,那么其运行倾向不会不稳定。
Ⅸ.张紧对在那一点的带子运转具有强烈影响。因为它随带子长度变化而运动,引起不良对中,因此必须在其运行中导向,以使带辊筒轴保持水平。
Ⅹ.空载带调试满意了,开始加载调试,加载量要逐渐増,直到满载。理想的条件是物料从斜槽到带子几乎以同一速度和运行方向通过,误差每分钟1.5-3米,这样带子的冲击量小。装载时出现失调通常是由于偏离中心装载或者是物料在缓冲辊筒和返回托辊上积累。因此应该再一次调整,改进初调,补偿非中心负荷,这里需要综合考虑,空载和满载时纠偏变化要尽可能小。输送带的“跑偏”和“串动”(交替出现的跑偏)好为零,但这一点很难实现。按德国工业标准D|N22102-1991及22131-1988的规定,织物芯输送带和钢丝绳输送带允许的跑偏量为
输送带宽m 跑偏量m
≤800 ±40
>800-1400 ±5%
1600-3200 ±7.5
带子的正确运行问题应该从系统的观点进行研究。可能正巧是带子出了问题,然而更多的只是反应出结构问题或系统不协调,输送带只是一种指示器

微信公众号
视屏号