
 解决方案 >
解决方案 >
第四部分织物芯输送带热硫化连接工艺
解决方案 >
解决方案 >
第四部分织物芯输送带热硫化连接工艺

 解决方案 >
解决方案 >
第四部分织物芯输送带热硫化连接工艺
解决方案 >
解决方案 >
第四部分织物芯输送带热硫化连接工艺
2021-03-31

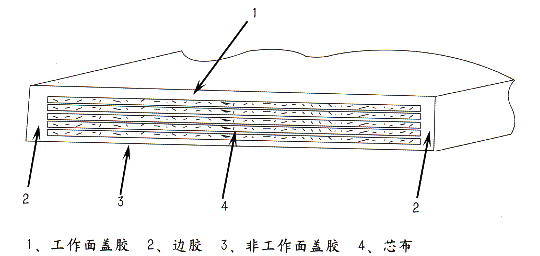
安装到输送机上的有端输送带,需要进行连接成环行。这种连接必须尽量保持 带的大强度,而且要易于操作,织物芯输送带的接头方式主要有机械连接、热硫化 连接和冷粘合连接三种方式。其中热硫化连接是现代较为理想的胶带接头方法,如果 连接适宜,其接头寿命可同胶带本身的寿命相比。接头可以在任何一种类型的带芯材 料上进行,使用一种轻便式平板硫化机提供硫化胶接所需的压力和温度。接头的构造 形式主要取决于胶带的结构,下面以多层结构织物芯输送带为例进行说明:
多层结构织物芯输送带结构图
(一)使用工具
1、割胶刀2、分层刀3、剪子4、磨石5、螺丝刀6、钳子7、卷尺8、卡尺 9、温度计10、压胶辊11、毛刷12、钢丝刷13、角研磨机14、粉笔15、电动打毛 机16、牵引工具17、画直线工具
(二)接头结构与尺寸(多层织物芯带接头采用阶梯斜接方式):如图
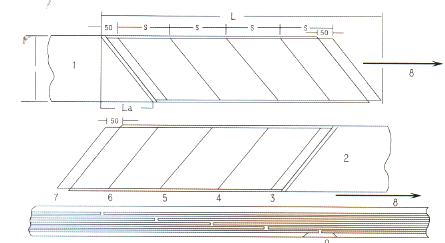
注:1一胶带(上)工作面盖胶2—胶带(下)非工作盖胶3—第一层阶梯端4一第二层 阶梯端5—第三层阶梯端6—第四层阶梯端7—第五层阶梯端8—输送带运行方向9 一覆盖 胶填充、
斜长度:La=0. 3B
带的总接头长度为.• L=(织物层数一 1)XS十50十La
L:总接头长度S:阶梯长度B:带宽
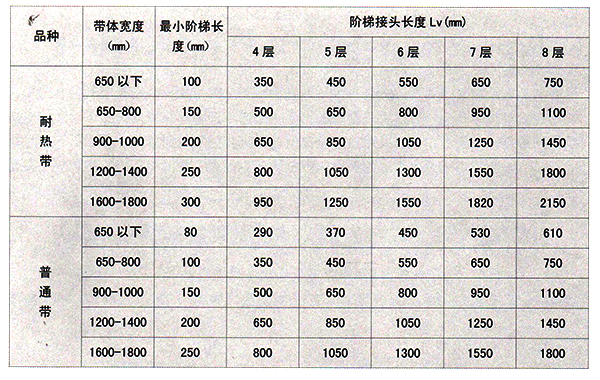
1、尼龙\聚酯带接头尺寸
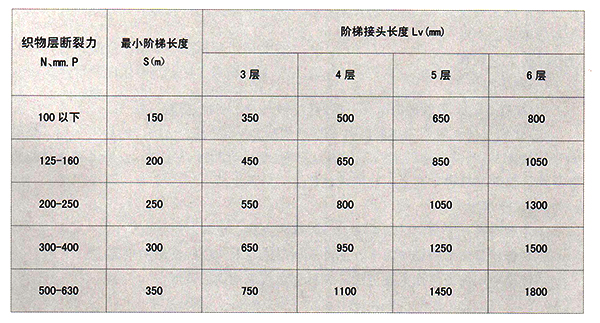
2、以棉帆交织布为织物芯带接头尺寸
(三)接头材料
.盖胶、贴胶、擦胶、溶剂(120号汽油)、胶浆、其中盖胶、贴胶应贮存在5—35°C 环境中,避免日光、潮湿和热源及酸、碱、油等其他对胶料有影响的物质,胶料的使 用有效期为三个月。
(四)接头工艺过程
1、制备胶浆
(1)贴胶(擦胶)与溶剂的配比:120号溶剂汽油:贴胶(擦胶)=3: 1
(2)配制过程,用剪刀把贴胶片(擦胶)裁成3X3mm左右的小块,然后将其投入到装 有一定重量的120号汽油的泡胶器具中,浸泡1个小时后进行搅拌,以后每隔1小时搅 拌一次。每次20分钟,直至胶料与汽油完全溶融为止。
(3)注意事项
泡胶器具必须清洁,加盖密封,并远离火源、电源,防止起火。
制备胶浆过程中切勿将水、油及其他杂质混入,以保证粘着性能。
使用时如发现汽油挥发过大,可再加适量汽油调节浓度。
用于耐热带、普通带接头。
2、接头准备:在输送带支架上放置一个工作台跟硫化板一样高,如图

3、阶梯剥制与处理
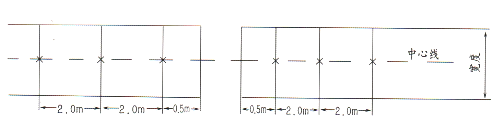
(1)确定中心线,用(X)符号标出中心点后,画一条中心线。(标出的中心线超出 接头2. 5米)如图所示:
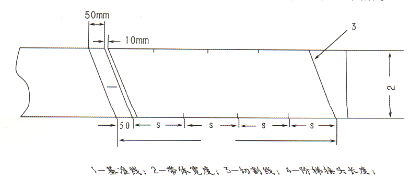
(2 )确定切割线、基准线、斜裁线。
从胶带两侧沿切割线量出阶梯长度(S),在第一层阶梯上面基准线,并以此阶梯基 准,_侧间隔1 0 mm,一侧间隔5 0 mm,分别lij两条平行线。如图所示:
(3)沿切割线裁切胶带。
(4)沿着里外两条平行线切割覆盖胶,应当小心,不要划伤第一层胶布。
(5)在胶带两边15mm处分别画线,然后沿着每条线裁切覆盖胶。
(6)用螺丝刀从胶带一侧撬开覆盖胶(注意不要伤到布层)用扁嘴钳或钢丝钳剥除 60mm宽胶条。
(7)在第一层布上重新画上基准线,并沿此线裁割第一层布,注意不要伤到第二 层带芯。
(8)用螺丝刀撬开第一层布,利用夹具沿纵向一次将100-200宽的上覆盖胶和第一 层布剥离,直至全部剥离。
(9)在第二层布上画基准线,沿此线切割第二层布(不要划伤第三层布)用螺丝刀 撬开第二层布端部,然后用剥离第一层布的方法将第二层布全部剥离。
(10)以下依此类推,当只剩下两层布要处理时,把带接头端向上翻起,使下盖胶 朝上展开,下盖胶在一50mm宽的基准线上,沿此基准线切割下覆盖胶(不要伤到胶 布)。利用工具将下覆盖胶条剥掉。
(11)将带的另一端折起,使其非工作面朝上,采用上述画线和操作方法对此带端 进行处理(注意基准线斜度和阶梯长度要与另一端相吻合)。
(12)将胶带两头对接起来,保证每层阶梯与对应的另一阶梯配合一致,对应布层 无任何搭接,并允许有轻微空隙,然后在胶带接头两端标出位于中心上的两个点,两 点间隔500mi,并保证两接头端的四个点在一条中心线上。
(13)用打磨机对胶带的接头端两边及断面进行打磨,并向外打磨50mm (注意不要 伤到布层)
(14)打磨后要对接头端清理干净,除去胶粉和杂物。
(15)在剥离面均匀涂刷胶浆两遍,应用稠的胶浆涂第一遍,完全干后涂第二遍。
4、接头硫化
(1)待第二遍胶浆干后(以不粘手为准)在剥离面阶梯上铺上贴胶,边胶部铺上盖 胶并压实,然后在其上面铺上一层聚乙烯薄膜。
(2)将带的两端搭接在一起,再次检查所有的阶梯对应情况及四个中心点是否在 一直线上,有缺陷的要用盖胶或贴胶补好。
(3)检查完毕后,小心取出聚乙烯薄膜(注意不要使带子移动)。然后两端互相搭接,并用¥辊将其压紧,以便除去气泡。
(4)将封口端处理干净,用贴胶、盖胶补好并用手辊压实。
(5)硫化条件:
模条小于带体厚度0. 5mm
单位硫化压力:2MPa
硫化温度:145±2°C
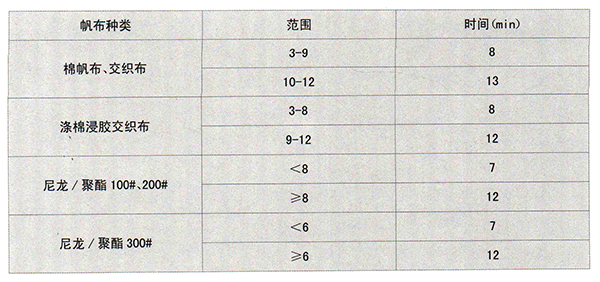
硫化时间:基本硫化时间+胶带厚度X 1 m i n / mm
基本硫化时间表
(6)硫化完毕后,冷却加热平板,将温度降到70°C以下卸掉压力。
(7)测量接头部位厚度,检查四个中心点是否在同一直线上。

微信公众号
视屏号